


IOT Technology For Smart Manufacturing Factory


Try Before you Buy Download Free Sample Product
 Impress Your
Impress Your Audience
Editable
of Time


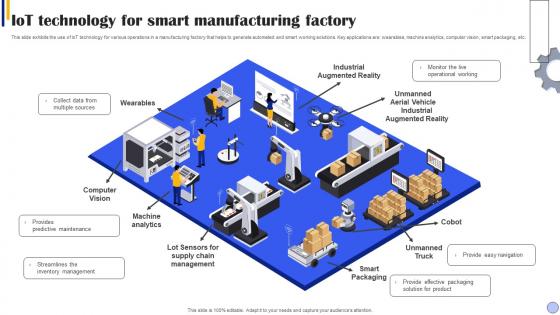
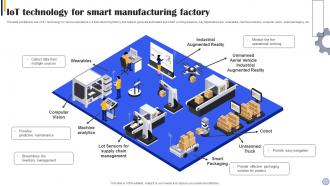
This slide exhibits the use of IoT technology for various operations in a manufacturing factory that helps to generate automated and smart working solutions. Key applications are wearables, machine analytics, computer vision, smart packaging, etc.
People who downloaded this PowerPoint presentation also viewed the following :
IOT Technology For Smart Manufacturing Factory with all 6 slides:
Use our IOT Technology For Smart Manufacturing Factory to effectively help you save your valuable time. They are readymade to fit into any presentation structure.


FAQs for IOT Technology For
Honestly, the biggest win is seeing everything happen in real time - no more guessing what's going wrong on the floor. Your maintenance team will love the predictive stuff because it flags problems before they turn into disasters (and expensive ones at that). Quality control gets way better with constant monitoring too. Resource efficiency is huge - those sensors automatically dial down energy use and cut waste. The data insights though? Total game changer. You'll track stuff you never could before and actually make decisions based on facts instead of hunches. Oh, and definitely start with just one line first. Test it out before you go crazy with the whole operation.
Basically, IoT sensors track your equipment in real-time - vibration, temp, pressure, all that stuff. You can actually predict when machines will break down instead of just crossing your fingers and doing maintenance on some random schedule. The data feeds into analytics that catch warning signs weeks ahead of time. Way better than the old "fix it when it breaks" approach, honestly. No more surprise downtime eating into your budget. I'd start with your most critical machines first - just throw some basic vibration or temperature sensors on those and see how it goes.
Honestly, legacy systems are gonna be your biggest pain. Most factory equipment wasn't built to connect with modern networks - the protocols just don't mesh well with IoT stuff. You're probably looking at costly retrofits or buying new machines entirely. Security's another headache since you're basically opening up your operations to hackers. Your team will need training on tech they've never used before too. I'd say start with small pilot tests first - figure out what breaks before going all-in. Way less risky that way.
Dude, IoT sensors are a game changer - you get instant alerts when something's off instead of finding out hours later when it's too late. Your machines basically tell you exactly what's happening with temperature, vibration, all that stuff. No more waiting around for reports or walking the floor constantly. You can actually fix problems before they blow up your schedule. The dashboards updating in real-time are honestly pretty satisfying to watch too. My advice? Don't try to do everything at once - pick your most expensive machines first, then add more once you see how much money it saves you.
So basically, IoT sensors give you crazy detailed data on energy use and waste that you'd never catch otherwise. Smart meters on your heaviest equipment are where I'd start - the numbers will blow your mind. You can predict when machines are about to break (way better than surprise failures that waste everything), optimize power consumption, and track materials super precisely. Honestly, the predictive maintenance alone saves tons of money and keeps equipment running longer. My buddy at his plant saw immediate savings just from knowing which machines were energy hogs during downtime.
Dude, IoT in factories is a security nightmare if you're not careful. Every single device becomes a potential way in for hackers - and trust me, you don't want some random person shutting down your entire production line. The damage from one breach? Absolutely brutal. Start with device authentication and network segmentation, then add real-time monitoring on top. Here's the thing though - most companies try to add security after they've already built everything, which is backwards. You've got to bake it in from the beginning or you're basically asking for trouble down the road.
So basically IoT lets you see everything happening in your supply chain through sensors and stuff. Track inventory, shipments, all that - and it predicts when you're gonna run out of materials before you're scrambling. Once it's working, data just flows between suppliers and warehouses automatically. Pretty cool actually. You'll spot problems way earlier and can adjust delivery routes based on what people actually want. Oh, and definitely start with just your most important components first - don't try to do everything at once or you'll go crazy.
First thing - check your network can actually handle it. You'll want industrial-grade devices too, not the cheap stuff from Amazon that'll die the second it gets dusty. Security needs to be baked in from the start, which honestly most places screw up. Make sure everything can talk to each other and your current systems. Otherwise you're just creating expensive paperweights. Don't go crazy right away though. Pick one production line, test it out, figure out what breaks. Way easier to fix problems on a small scale than when you've already committed to the whole factory.
So basically, IoT hooks up sensors to your machines that talk directly to dashboards your operators can see. You'll get alerts right when something's acting up instead of finding out later. The coolest part? Your equipment starts sharing performance data that actually helps you make smarter decisions in real time. Plus the sensors catch problems before they turn into expensive breakdowns - way better than playing the guessing game. Honestly, predictive maintenance alone makes it worth it. Just try connecting one production line first and watch how much smoother your daily ops get.
Dude, IoT sensors basically track everything automatically - raw materials, work stuff, finished products. No more manual counting or getting blindsided by shortages. Way better than those ancient spreadsheets everyone used to rely on (honestly still can't believe some places do that). You'll get alerts before you run out, plus it learns your actual usage patterns for smarter reordering. The predictive stuff is pretty solid too. Best part is catching bottlenecks early and figuring out better storage layouts from real data. I'd say start small with just one product line first.
Build modular from the start - that's key. Cloud architecture needs to flex with data growth, and stick with standard protocols like MQTT or REST APIs for devices. Hardware's where everyone screws up honestly. Your sensors and gateways have to replicate easily across production lines. Design your data pipeline so it won't crash under variable loads. Oh, and don't try building everything at once - learned that the hard way. Pick one production area first. Get the architecture solid there, then just copy it everywhere else. Way less headache.
Focus on the stuff that actually matters to your business - operational efficiency like downtime and energy use, quality metrics, cost savings, and real-time monitoring. Energy's been massive lately, companies are cutting 20-30% easy. Don't go crazy trying to track everything though. Pick maybe 3-5 things that fix your worst headaches. Oh, and measure your current numbers first before you install anything - sounds obvious but half the places I know skip this step. That way you'll know if you're actually getting ROI or just burning cash.
So basically the cloud becomes like a central hub for all your factory IoT stuff. All those sensors and machines pump out crazy amounts of data that gets shipped to the cloud for processing and storage. Your individual devices are pretty smart on their own, but connecting them through the cloud is where the real magic happens - you can run analytics that would be impossible locally. Plus it handles updates and security automatically, which honestly saves you so much headache. You can check your manufacturing data from anywhere too. I'd definitely start with just one production line first though, see how it all works together before going bigger.
Honestly, the coolest thing happening right now is digital twins - virtual copies of your whole production line where you can test stuff without breaking anything. Edge computing's getting big too, moving all that processing right to your machines. 5G is finally making real-time everything actually work (took long enough). AI's gotten scary good at predicting when equipment's about to die. Oh, and everyone's obsessed with sustainability sensors now - tracking energy use, carbon footprints, all that. Security's evolving like crazy since nobody wants hackers messing with their factory. My advice? Pick one thing and start there. Don't go crazy trying to do everything.
So basically, IoT sensors track everything in real-time - temperature, pressure, vibration, all that stuff. You'll catch quality issues way before they turn into major headaches. The data helps predict equipment failures and shows when your processes are drifting off track. Honestly, it's pretty game-changing once you see it in action. Set up automated alerts so you don't have to babysit everything constantly. My advice? Don't overthink it - just pick one critical process first and throw some sensors on it. You'll be amazed at what you discover about your own operations.
-
Loved the collection. Editing the presentation was seamless with their templates.
-
Love the template collection they have! I have prepared for my meetings much faster without worrying about designing a whole presentation from scratch.